Glass-to-Metal Seals for Sensors, Batteries, and Vacuum Devices --Technical Mechanisms and Engineering Selection
Release time:2026-03-11
Abstract
Glass-to-metal seals (Glass-to-Metal Seals, hereinafter referred to as GTMS) are a critical packaging technology that simultaneously provides hermetic sealing, electrical isolation, conductive lead-out, and mechanical support. They are widely used in pressure sensors, implantable medical devices, battery lids, vacuum electronic devices, relays, connectors, and various high-reliability electronic modules. Compared with organic sealing materials or simple welding solutions, the core advantages of GTMS lie in stable leak-rate control over a wide temperature range, high dielectric reliability, strong resistance to corrosive media, and suitability for applications requiring long service life.
From an engineering perspective, the reliability of GTMS depends not only on whether “the glass is sealed,” but also on the systematic matching of glass composition, metal compatibility, interfacial reaction layers, residual compressive stress, pin geometry, and thermal cycling paths. Focusing on sensors, batteries, and vacuum devices, this article analyzes the basic mechanisms, failure modes, process windows, and selection logic of glass to metal seal technology. It also summarizes high-lead sealing glass, thermal expansion matching, differences between compression seals and matched seals, key structural parameters, and typical performance indicators based on the client-provided patent and process materials.
Contents
-Why High-Reliability Devices Must Use Hermetic Sealing
-Structural Functions and Working Principles of Glass-to-Metal Seals
-Four Core Material Parameters Affecting GTMS Reliability
-Typical Process Routes for Glass-to-Metal Seals
-Application Differences in Sensors, Batteries, and Vacuum Devices
-Common Failure Modes and Engineering Control Points
-How to Choose the Right Hermetic Solutions for Glass-to-Metal Seals
-Conclusion
Why High-Reliability Devices Must Use Hermetic Sealing

In high-reliability electronic devices, packaging does more than simply “prevent water ingress” or “fix the structure.” It must maintain a predictable internal environment throughout the product lifecycle. This is especially critical for sensors, batteries, and vacuum devices.
The core contradiction in sensor packaging: coexistence of media isolation and signal lead-out
Pressure, temperature, electrochemical, and inertial sensors usually need to isolate sensitive elements from external media while also achieving low-noise electrical connection. Organic adhesives or resins may satisfy short-term assembly needs, but under high temperature, high humidity, salt spray, cleaning fluids, fuel vapors, or physiological environments, such materials are prone to moisture absorption, aging, ionic migration, and permeation failure. GTMS, by contrast, uses a glass insulator to integrally seal the metal housing and conductive pins, allowing sealing and electrical insulation to be achieved within the same structure.
The core contradiction in battery packaging: coexistence of electrode lead-out and hermetic safety
In lithium batteries, thermal batteries, and certain special energy storage units, electrodes must pass through a metal lid or housing, but this location is also the most sensitive leakage path. If insulation in the sealing area is insufficient, micro-short circuits may occur; if sealing is inadequate, electrolyte evaporation, moisture ingress, increased internal resistance, or safety risks may result. Therefore, a battery seal is not simply an “insulating gasket,” but a structure that must simultaneously satisfy dielectric strength, corrosion resistance, weld compatibility, and long-term hermeticity.
The core contradiction in vacuum devices: coexistence of long-term low leak rates and thermal stability
In vacuum electronic devices, relays, X-ray tubes, vacuum sensors, and power vacuum packages, the internal vacuum environment directly determines device life and electrical performance. Once a micro-leak occurs at the sealing area, the device may fail quickly. Compared with polymer-based systems, Glass-to-Metal Seals for Sensors, Batteries, and Vacuum Devices offer significant advantages in long-term vacuum retention, and therefore remain the mainstream technical route for high-end hermetic connector and vacuum feedthrough applications.
Structural Functions and Working Principles of Glass-to-Metal Seals
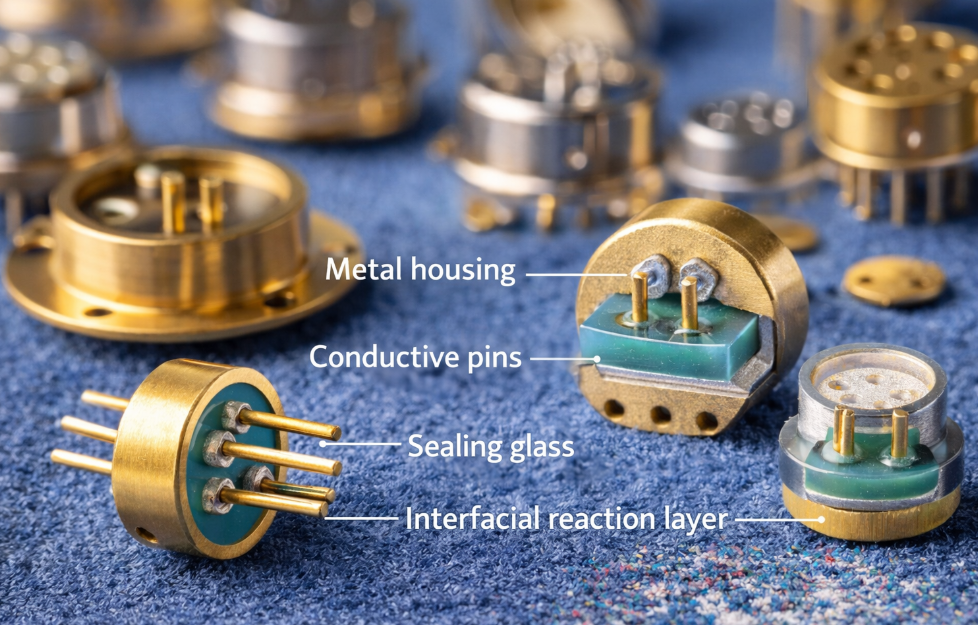
A typical GTMS structure consists of a metal housing, conductive pins, sealing glass, and an interfacial reaction layer. Its essence is not simply filling a gap, but forming a composite structure with residual stress design through a controlled thermal history.
Three basic functions of GTMS
1.Hermetic packaging: blocks the penetration of gases, moisture, and chemical media.
2.Electrical insulation: maintains stable insulation between the conductive pin and the metal housing.
3.Mechanical support and current path: fixes pin position and withstands subsequent welding, vibration, and thermal cycling loads.
Differences between compression seals and matched seals
Glass-to-Metal Seals are usually divided into two categories:
1. Compression Seal
After cooling, the metal applies circumferential compression to the glass. This stress direction helps suppress glass cracking, making it more suitable for high-reliability applications and larger lead-out structures.
2. Matched Seal
The thermal expansion coefficients of the glass and metal are similar, resulting in lower residual stress after cooling. This is suitable for certain precision dimensions or specific material systems, but requires stricter material matching and process consistency.
Why the interface can actually “seal”
During the sealing process, the glass wets the metal surface when it reaches the softening or working viscosity range, and a certain reaction layer or bonding layer forms at the interface. An ideal interface should be neither “completely non-reactive” nor “overreacted.” The former results in insufficient bonding strength, while the latter may cause an excessively thick brittle layer, stress concentration, or degraded electrical performance. Therefore, what truly determines the success or failure of hermetic sealing is not only the glass formulation, but also control of the metal surface oxide film, heating atmosphere, and cooling rate.
Four Core Material Parameters Affecting GTMS Reliability

1. Thermal Expansion Coefficient (CTE) Matching
The most critical engineering parameter in glass to metal seals is the thermal expansion match between the glass and the metal. If the CTE difference is too large, excessive residual tensile stress will form after cooling, and the glass is highly likely to crack at the interface or within the bulk.
The table below gives common engineering ranges used as design references. Actual values should be based on the measured data of specific material grades:
|
Material Type |
Typical Linear Expansion Coefficient (×10^-7/°C) |
Engineering Significance |
|
Low-expansion Fe-Ni-Co alloy (such as Kovar type) |
45–55 |
Commonly used in high-reliability matched seals |
|
Stainless steel |
95–170 |
Requires higher-expansion glass or structural compensation |
|
High-lead sealing glass |
70–110 |
Good flowability, commonly used in some electronic seals |
|
Aluminosilicate sealing glass |
35–60 |
Suitable for low-expansion systems |
|
Soda-lime-silica glass |
80–95 |
Lower cost, but durability must be specifically evaluated |
In the provided materials, one high-borosilicate/high-lead sealing glass gives glass composition and thermal expansion data. Its major components include SiO₂, B₂O₃, Al₂O₃, Na₂O, NaCl, Li₂O, and CeO₂. After melting and forming, the document gives an expansion coefficient of about 80×10^-7/°C to 120×10^-7/°C, a softening temperature of about 800°C, a resistivity of about 10^7 Ω·cm, and an applicable temperature range of about -30°C to 340°C.
These data indicate that when the sealing target is not a low-expansion alloy, but a higher-expansion metal or a specific structural part, sealing glass with a higher expansion coefficient is more favorable for establishing a reasonable stress state.
2. Softening Temperature and Process Window
Glass is not simply “the lower the processing temperature, the better.” If the softening temperature is too low, processing may be easier, but high-temperature stability may be sacrificed; if it is too high, metal oxidation, microstructural changes, and process costs may increase.
For engineering selection, at least four temperature dimensions must be evaluated simultaneously:
|
Parameter |
Key Concern |
|
Glass softening temperature |
Determines sealability and processability |
|
Metal annealing/phase-transition sensitive range |
Determines whether the housing and pins deform or lose performance |
|
Subsequent welding temperature |
Determines whether the seal can withstand secondary thermal shock |
|
Actual device operating temperature range |
Determines long-term stress stability |
3. Volume Resistivity and Dielectric Reliability
Glass used in a glass-to-metal seal feedthrough, feedthrough, or hermetic electrical connectors must have sufficiently high insulation performance, especially under high humidity, bias voltage, and contaminated conditions. The patent data gives a resistivity of about 10^7 Ω·cm, indicating that this type of glass has basic insulating capability. However, whether this is sufficient in engineering practice still depends on pin spacing, operating voltage, surface cleanliness, and package dimensions.
4. Chemical Durability and Media Compatibility
Battery electrolytes, body fluids, refrigerants, fuel vapors, and vacuum outgassing environments impose different requirements on glass. High-lead glass usually has good processability, but its long-term stability in certain media environments must be verified through immersion, bias, thermal aging, and crystallization tests. Material selection cannot rely only on initial hermeticity; it must consider interface stability over the full service life.
Typical Process Routes for Glass-to-Metal Seals
Metal Pretreatment
Process literature shows that the sealing quality between glass and metal is highly dependent on surface condition. In engineering practice, the following steps usually need to be controlled:
Removal of oil, contamination, and oxides
Controlled pre-oxidation or activation treatment
Control of pin-to-housing concentricity
Control of assembly clearance and glass preform dimensions
Glass Preforms and Assembly
Common forms include glass beads, glass rings, pressed glass powder compacts, or preformed insulators. The preform size directly determines glass flow distance and the risk of voids after sealing. For multi-pin feedthrough structures, the smaller the pin spacing, the higher the risk of eccentricity caused by glass volume shrinkage and uneven flow.
Heating, Wetting, and Cooling
The sealing process is essentially a viscosity-wetting-stress-freezing process:
|
Process Stage |
Risk Point |
Resulting Impact |
|
Heating |
Excessively fast heating causes excessive temperature gradients in the glass |
Glass cracking, overflow |
|
Soaking |
Insufficient or excessive soaking time |
Insufficient wetting or an overly thick interfacial reaction layer |
|
Cooling |
Excessive cooling gradient |
Increased residual tensile stress and delayed cracking |
Inspection and Screening
High-reliability GTMS generally requires at least the following tests:
|
Test Item |
Purpose |
|
Helium mass spectrometry leak test |
Evaluate the level of hermetic sealing |
|
Insulation resistance / withstand voltage |
Evaluate dielectric reliability |
|
Metallography / cross-sectional analysis |
Observe voids, cracks, and reaction layers |
|
Thermal cycling test |
Verify whether the residual stress design is reasonable |
|
Pull / push force test |
Verify the bonding strength between the pin and the seal body |
Application Differences in Sensors, Batteries, and Vacuum Devices

Sensors: more emphasis on dimensional accuracy and signal stability
Sensor-type glass-to-metal seal feedthrough structures are usually small in size, but have high requirements for concentricity, pin eccentricity, insulation stability, and micro-leak control. If the residual stress after sealing is too high, it may be transmitted through the housing to the sensing element, causing zero-point drift or temperature drift. Therefore, for sensor packaging, in addition to leak rate, stress coupling must also be evaluated.
Batteries: more emphasis on electrochemical compatibility and batch consistency
The challenge of a battery seal is not only single-unit performance, but also large-scale consistency. If the sealing glass is poorly matched with the terminal post or lid materials, it may encounter secondary thermal shock during seam welding, laser welding, or subsequent closure processes. In battery applications, the following combined indicators are of greater concern:
1.Stability of insulation resistance
2.Electrolyte compatibility
3.Changes in micro-leakage after welding thermal shock
4.Risk of crack propagation after vibration and shock
Vacuum devices: more emphasis on long-term low leakage and outgassing control
A hermetic connector or feedthrough used in vacuum devices places greater emphasis on long-term low leakage and low outgassing. Even if the initial leak test is qualified, delayed failure may still occur during long-term service if there are microcracks inside the glass, interface contamination, or unstable reaction layers. Therefore, GTMS used in vacuum devices usually imposes stricter requirements on raw material purity, cleanliness, and consistency of heat treatment.
Common Failure Modes and Engineering Control Points

Radial cracking of the glass
This is usually caused by excessive residual tensile stress, excessively fast cooling, or thermal cycling shock.
Control points: optimize CTE matching, reduce temperature differences across thick sections, and control the cooling curve.
Interfacial debonding
This is often caused by contamination on the metal surface, uncontrolled oxide films, or insufficient wetting.
Control points: stabilize surface treatment and control the sealing atmosphere and soaking time.
Micro-leakage and delayed failure
Passing the initial leak test does not necessarily mean long-term reliability, especially when micropores, local unwetted areas, or glass shrinkage cavities are present.
Control points: increase cross-sectional inspection, repeat testing after thermal cycling, and conduct accelerated aging by sampling.
Insulation degradation
Under high humidity, electrical bias, and contamination conditions, surface conductive paths may lead to insulation decline.
Control points: optimize the glass formulation, surface cleanliness, and creepage distance design.
How to Choose the Right Hermetic Solutions for High-Reliability Devices

Look at the material system first, not the price
When selecting GTMS, the following should be confirmed first:
1.Metal system of the housing and pins
2.Target operating temperature range
3.Media environment
4.Allowable leakage level
5.Operating voltage and insulation requirements
6.Subsequent welding or assembly thermal history
Then look at structure and process capability
For a feedthrough, medical feedthroughs, or hermetic electrical connectors, the following structural parameters are especially critical:
|
Design Variable |
Impact on Reliability |
|
Pin diameter |
Affects local stress and current-carrying capability |
|
Glass thickness |
Affects insulation margin and thermal stress |
|
Housing wall thickness |
Affects shrinkage constraint and strength |
|
Pin spacing |
Affects insulation and glass flow |
|
Sealing length |
Affects hermetic path and mechanical support |
Practical engineering logic for selection
For high-temperature, high-vacuum, and long-life scenarios: prioritize true hermetic solutions rather than resin substitutes.
1.For multi-pin high-density connections: focus on glass flow uniformity, inter-pin insulation, and micro-leakage after thermal cycling.
2.For battery terminal lead-out: focus on electrolyte compatibility and secondary welding thermal shock.
3.For sensor packaging: in addition to hermeticity, evaluate the impact of sealing stress on measurement drift.
Conclusion
Glass-to-Metal Seals are not simply a single-material issue, but a systems engineering problem jointly determined by materials, structure, interfaces, and process. In sensors, batteries, and vacuum devices, they remain irreplaceable over the long term because they can simultaneously achieve hermetic packaging, electrical insulation, conductive lead-out, and mechanical support within the same package structure.
From a technical depth perspective, the key to the success or failure of GTMS does not lie in whether glass sealing is used, but in whether the correct engineering loop has been established: matching the right glass system with the right metal system, forming a stable interface through a controlled process window, and then proving long-term reliability through thermal cycling, leak testing, metallography, and dielectric testing.
For device manufacturers serving high-reliability markets, truly competitive glass to metal seals generally share the following characteristics:
first, clear thermal expansion matching;
second, a repeatable sealing process window;
third, controlled interfacial reactions;
fourth, data-verified batch consistency.
Only when these four conditions are met can GTMS move from “capable of being sealed” to “capable of long-term service.”